E-mobility is an old hat. Even the oldest motorized vehicle had an electric motor. The problem back then was the same as today: how do I store as much energy in the mobile energy storage system as possible, as quickly as possible? A good 140 years later, we have come a long way.

As far back as 1881, the French inventor Mr. Gustave Trouvé unveiled his sensational tricycle. Similar in appearance to a stagecoach, it could travel at 12 km/h. With a range of about 14 kilometers, the vehicle was pretty much suitable for everyday use because at that time horses were the only other competition for longer journeys.
Werner Siemens, Andreas Flocken, Ferdinand Porsche – this list of e-pioneers is long, and includes some astonishing names. Between 1896 and 1939, there were 565 different electric vehicle brands in the world. In New York, the e-vehicle share of the market was 50% in 1901 (the rest were steam- powered vehicles or naphtha, acetylene, or pneumatic-driven vehicles). Even Henry Ford developed a Ford Model T with an electric motor, although this was never put into series production.
The reawakening of E
It was not until 2010 that the subject picked up speed again. At Phoenix Contact, it was initially just about individual components. Early on in the revival, there were applications such as heavy-duty connectors for battery packs that are still in use on Chinese buses.
However, the calls for faster charging times for cars very quickly became louder. Phoenix Contact was also involved in some of the first preliminary developments in this field. One of those who was there practically from the beginning is the developer Dirk Moseke, who describes the steps that followed:
Warm yes, hot no

“Even the requirement specifications and standards were under development. There simply weren’t any. And that was only two years ago! And so we had to develop them ourselves. What do we have to do to develop something completely different from the existing CCS standard with the defined mating face? 200 amps were not a problem, but then 300 amps and more were being called for. Today, we are up to 500 amps.
In buildings a yellow sign would be attached before the access to such current strengths with the reference “Access forbidden”. And here we are supposed to put the installations into circulation, freely accessible, exposed to the weather and possible abuses.
With such currents, there were only two options: larger cable cross-sections or significant warming. The cable couldn’t be too thick, however, because otherwise it would be too heavy and stiff. And so, we committed ourselves to the issue of heat build-up.
Firstly, we had to determine exactly where the heat was being generated. It is in fact the cable itself that heats up. The heat can, however, also come from the vehicle – that is to say from a point over which we have no control. The next idea was to use fluids for cooling. That is to say, to bathe the
copper directly in a heat-dissipating medium. We discarded an oil-based solution because the handling was far too complex – and anything but innovative.
Research in the braiding shop
We then tried it with air. To do this, we blew air into hoses in which the hot cables were laid. The air, however, has to go somewhere, and it escaped through the connector. Furthermore, air doesn’t dissipate the heat very quickly at all. It’s impractical. We therefore continued researching alternative coolants, and finally came up with the easy-to-handle and environmentally friendly glycol. In addition, we incorporated thermal grease into the cable. That was quite successful in part, but was not suitable for series production.

In the meantime, we also realized that it is a good idea to make the surface area as large as possible. The greater the surface area, the better the heat dissipation. We therefore performed trials with large numbers of individual litz wires. At times our work resembled a braiding shop, with shrink sleeves, cable ties and tape all over the place. This was basic bare-knuckle research that you will also find at every higher education institute.
Today, we have a cable that carries two sets of two 25mm2 copper conductors. Two for positive, two
for negative. This ensures that the cable is not too heavy, and that it is flexible. We have incorporated a layer into the outer sheath that shows when the cable is worn or damaged. Furthermore, because the cable can be touched, the standard states that it may not become hotter than 60 °C. This is monitored via sensors and is coupled with a disconnect unit. Communication wires also run through the cable because the connector and station need to communicate.
The hard shell
The next challenge was the connector itself. Initially, it was stated that we even had to cool the vehicle inlet via the cable. This is not possible, however. That would be like opening the fridge door to cool a bottle of beer that is standing on the windowsill.
We have developed a heatsink which initially consisted of a turned copper pipe with a sheath molded around it, and which was connected to the hoses. This was successful, but again, it was too complex in its construction. Today, we have a heatsink in series production that encloses an insulating body. We can thus provide cooling right through into the contacts.
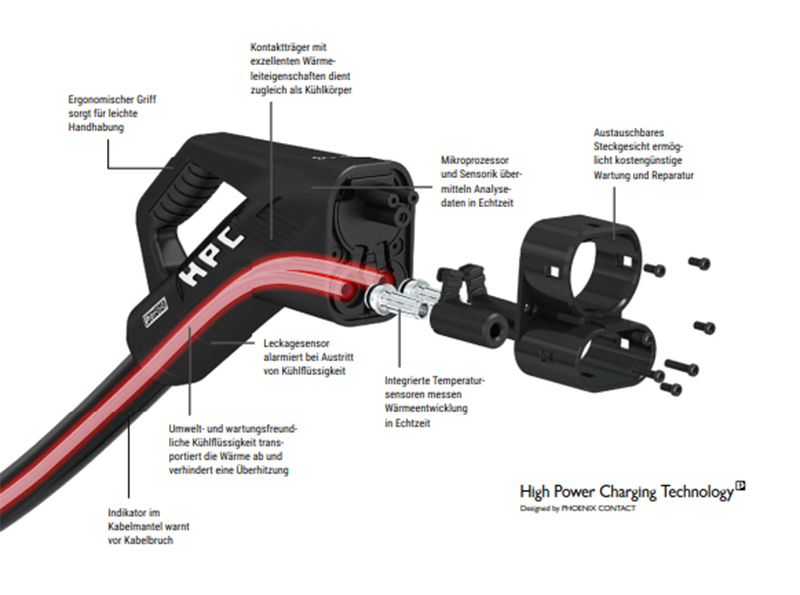

All of the sealing points had to be perfect in readiness for the prototype tests. 13 or 14 sealing points, in part made of sensitive material compositions, and equipped with leakage sensors. We tested various materials in our in-house test laboratory, in particular for their conductivity. Naturally, no
manufacturers share this information. This took a great deal of effort.
We carried out this development in cooperation with our colleagues from Protiq, another Phoenix Contact subsidiary. Today, we measure and monitor the temperature at the hottest points of transmission, right at the tips of the contacts. With this approach, we are protecting our entire
system from external influences, for example from the vehicle side.
Currently, this is the most innovative system in the entire e-mobility industry. We have patented the real-time temperature measurement system.
There is a locking system which prevents the vehicle from starting during charging. If the connector is dropped and damaged, it does not have to be completely replaced. We have designed the mating face frame to be replaceable, ensuring that maintenance is inexpensive and flexible.

Feeling like Elon Musk
The next step, in cooperation with our tool shop, was the development of the pre series tools. In part, we drew upon technologies that were completely new to us, such as ultrasonic welding of the copper cables to the contacts, and casting the DC contact area. Establishing this production of the highly complex components is, as before, a challenge, because growth continues to be turbulent. In pre-series, it took two days to produce a connector – like it would in a workshop. We have since entered into series production.

Just how dynamic the development of e-mobility has become became apparent once we presented our first samples in early 2018. Some of our customers placed orders without even asking about the price. This gave us an insight into how Elon Musk must have felt while he was collecting blank-check
orders for his Tesla cars.
Development without end
Our HPC connectors went into series production at the end of At the same time, we started working on solutions for the international markets – some of which have completely different standards in force.
In terms of power, 500 amps is sufficient for the mediumterm future. But, naturally, we are continuously working on optimizations. After all, it is more than simply just a connector. There is so much intelligence integrated into the system that using it is completely safe. Furthermore, we are in constant dialog with the charging station manufacturers on subjects such as remote maintenance and charging cable management. We are not short of things to do.