It was 100 years ago that Hugo Knümann’s company began selling contact wire fittings for streetcars. Since then, this technical combination of insulating material and conductive metal has influenced the destiny of Phoenix Contact.
Why use ceramics? What is so special about this material that for decades it has been ideal for separating conductors from their surroundings? Are ceramics still being used at Phoenix Contact today? And are there technologies that can get even more out the material?
Mud and slurry
It all starts by mixing clay and loam with water. Clay is a stone dust that is finely ground by weathering and becomes malleable when mixed with water. This raw material has been the source for all kinds of useful things for about 15,000 years – plates, cups, jugs … and terminal blocks.
In pre-industrial times, the coarse clay was formed on a potter’s wheel or by hand. Yet, the finer the base materials are cleaned, the higher the quality of the ceramic products. For example, making porcelain requires especially pure clays that contain a high percentage of kaolin – a very fine white rock without iron. This rock contains kaolinite, which is formed by weathered feldspar.

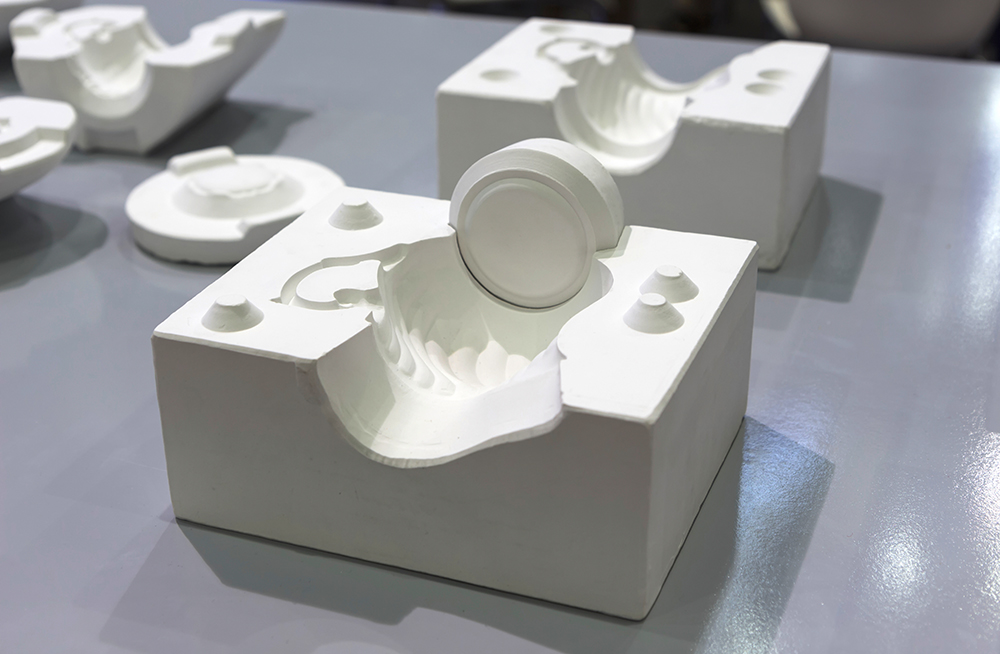

When ceramics are processed industrially or technically, the “slurry”, a mixture of clay, water, and other additives, is poured into plaster molds. After the first drying, the blank is taken out of the mold and fired for the first time at about 1,000°C. Still porous, the workpiece is then coated with a glaze consisting of quartz, feldspar, some kaolin, and various fluxes. Next, the glaze is smooth-fired at 1,450°C, which melts it, filling the coarse subsurface. The glaze forms a permanent bond with the porcelain, and the entire body shrinks by around 20 percent. This shrinkage needs to be factored in when creating the molds.
The process is called sintering. First, the water leaves the so-called green body. The grainy components cling closely together, molecule by molecule, without forming a chemical bond. The workpiece becomes denser and shrinks to varying degrees, depending on the mixture of the slurry. This molecular structure creates an extremely high strength. As a result, the smooth surface resists the wear of external influences and the ceramic material is an excellent insulator against electrical charges. It’s no wonder terminal blocks have been manufactured from this hard material for decades and last just as long.
Ceramics are still being used today also in the product portfolio of Phoenix Contact. This is demonstrated by the high-temperature SSK terminal blocks, whose ceramic base body is manufactured by Ceram Tec in Plochingen, Germany. The Swabians specialize in high-tech ceramics and are constantly developing new technologies and areas of application. The ceramic terminal blocks from Phoenix Contact are used wherever extreme conditions would quickly bring an end to the plastics commonly used today.
Terminals and scans
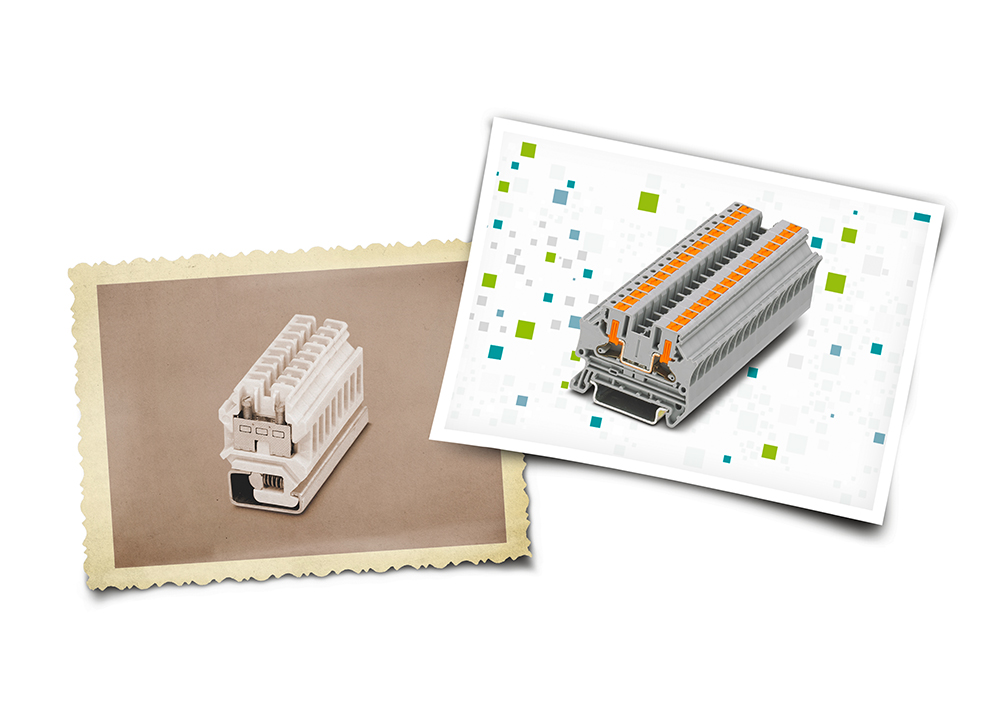
It is now possible to manufacture ceramic workpieces using additive manufacturing. During the research for this article, the idea matured: This should also work with a sample of the RWE Phoenix terminal. After all, with Protiq, a specialist in additive manufacturing, we have a spin-off from Phoenix Contact’s own tool shop virtually on our doorstep …

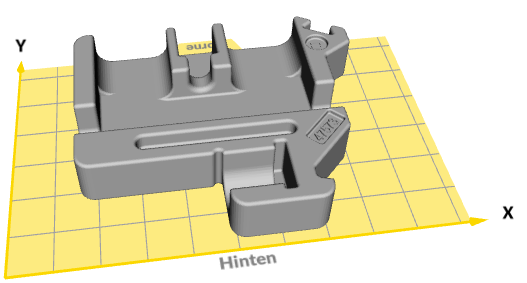
The first step is to scan the object to be made. This is done with Phoenix Contact’s own 3D scanner in the tool shop. Technician Marco Schmidt carefully picks up the original terminal block from 1942. Normally, his field of work involves material testing and troubleshooting in case of complaints. A high-performance scanner, similar to a medical computer tomograph, helps him by rotating the objects and X-raying them in the process. While this happens, a camera continuously takes pictures, which are then combined on the computer to create a 3D image of the museum exhibit. After 50 minutes, 2,160 images have been merged into one dataset, and the digital twin is born.

Now we go to the marketplace. After all, Protiq GmbH has created a virtual space where suppliers and customers of additive manufacturing can connect. First, we upload the 3D dataset here. Next, we quickly enter the preferred material – ceramics. Not only do we get a list of companies that can manufacture the terminal block, artificial intelligence in the background calculates a binding price based on the data. Perfect customer service!
Fine work on the twin
The order goes to Augsburg, to the company CADdent GmbH. Originating from a dental laboratory, 160 specialists there manufacture prototypes for the industry in addition to everyday dental prostheses. This is where the digital twin migrates and is first adapted. Because in order for it to be printed back to real life, one has to know the specifics of the manufacturing process of ceramics.
Stephan Seitz, responsible for research and development at CADdent, explains: “First of all, we have to calculate the data model to be about 25 percent larger, so that the blank becomes larger by this factor. This is because the material shrinks, as it always does when sintering a ceramic. Material science is critical for us. We know exactly how much smaller the blank will get. That is our know-how.
It is then important to achieve wall thicknesses that are as uniform as possible, so that no stress differences in the ceramic body cause cracks later on during drying. Therefore, cavities are also provided in the areas that appear to be solid. And last but not least, we avoid sharp edges, because here, too, shrinkage during sintering ensures possible crack formation.”
While this is being explained, we get an idea of how much in-depth knowledge CADdent’s experts must have on the materials that they process. Besides ceramics, the company prints titanium, cobalt chrome, plastic, and gold.
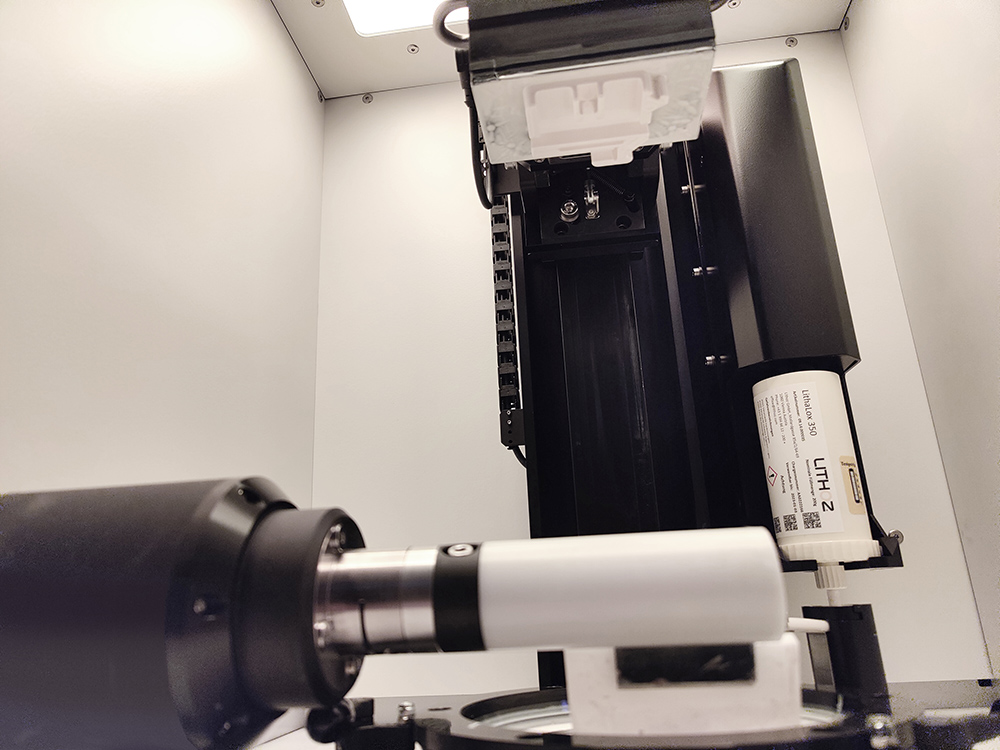
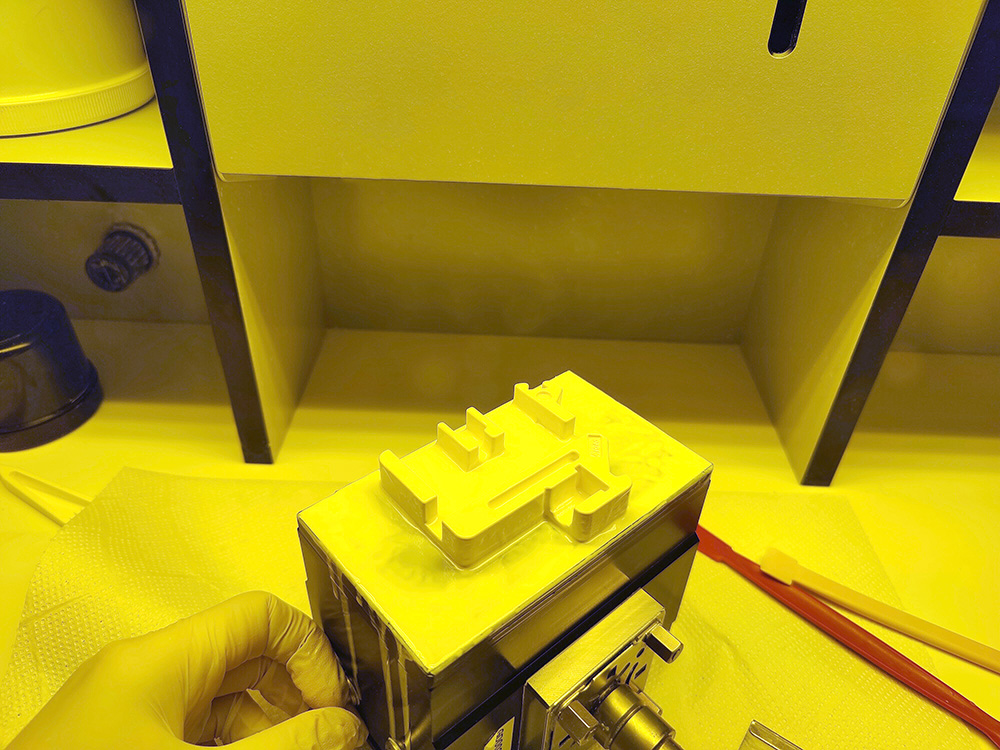
After the calculations have been made, it will not be possible to go on “just quickly”: It takes seven hours to form the liquid ceramic slurry into the finished terminal block, one 25-micrometer-thick layer at a time. “This slurry is matched specifically to the LED module of the ceramic printer. It contains a liquid plastic that is photosensitive. The LED module selectively irradiates the material, causing the photosensitive portion of the plastic to harden and enclose the ceramic particles it contains.”


A block without corners and edges
The terminal block then moves to the first heat treatment, where the plastic is burned out. After that, it goes into a furnace for the second time, where the actual sintering takes place. The micropores created as a result close, and the green body shrinks to its exact size.
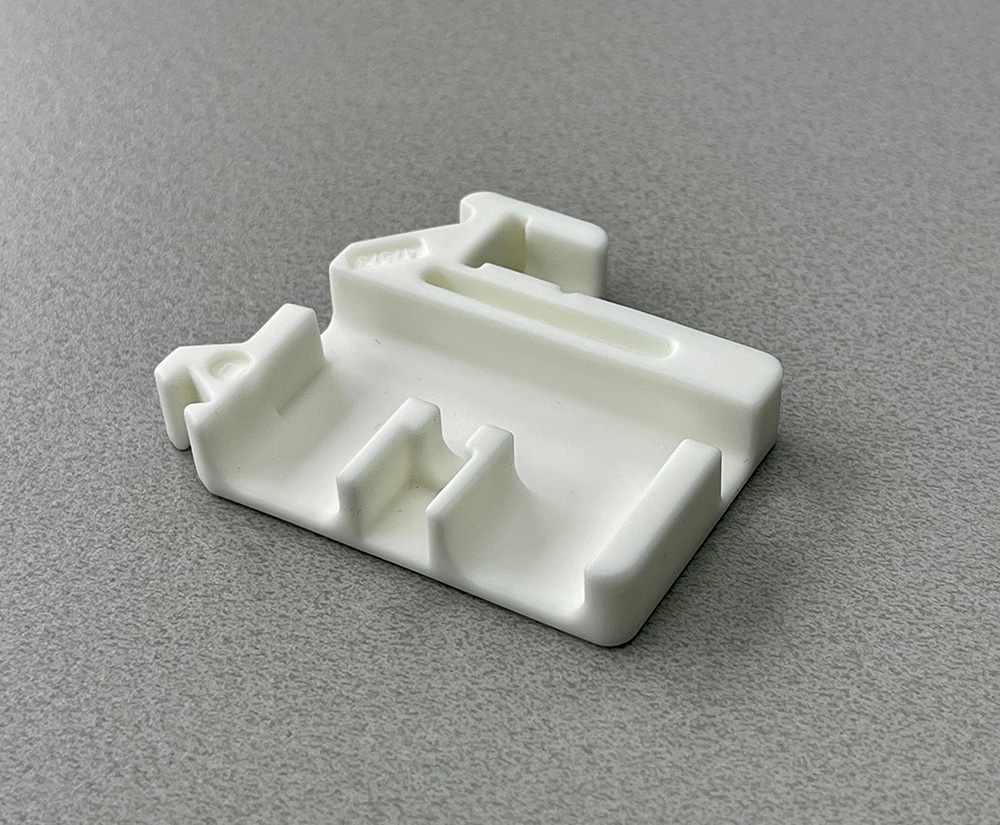

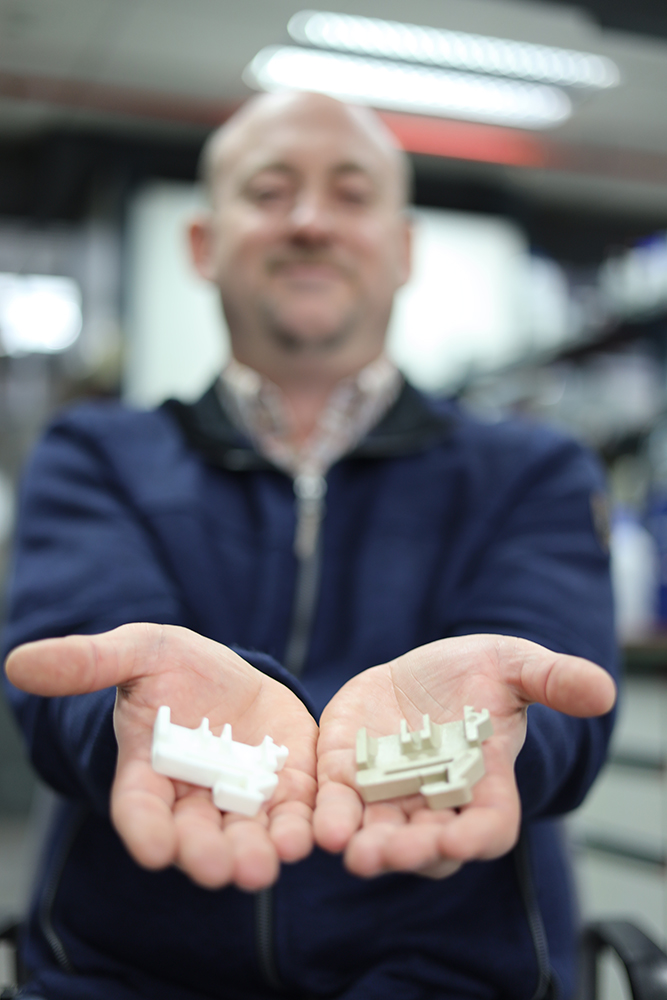
Stephan Seitz shows us the result of the hard work. The new terminal block is almost as shiny as dentures and is surprisingly heavy. Just as he had told us before, the edges are rounded. Other than that, old and new are a complete match. Even the Phoenix logo with the typical “ö” is still there.

A short time later, Marco Schmidt in the Phoenix Contact tool shop, where the journey into the digital worlds of the terminal began, was also convinced of this. Whether as a digital twin and 3D print or as a cast and molded variant – the terminal block is still a perennial favorite, even in its original material!



